Unser Objekt des Monats steht in der Dauerausstellung des LVR-Industriemuseums Solingen. In unserer Besucherwerkstatt Metall! werden die BesucherInnen dazu aufgefordert, Metalle mit Handwerkzeugen zu bearbeiten. Die Shapingmaschine steht hingegen für die mechanisierte Metallbearbeitung, wie sie lange Jahre in der Solinger Schneidwarenindustrie üblich war.
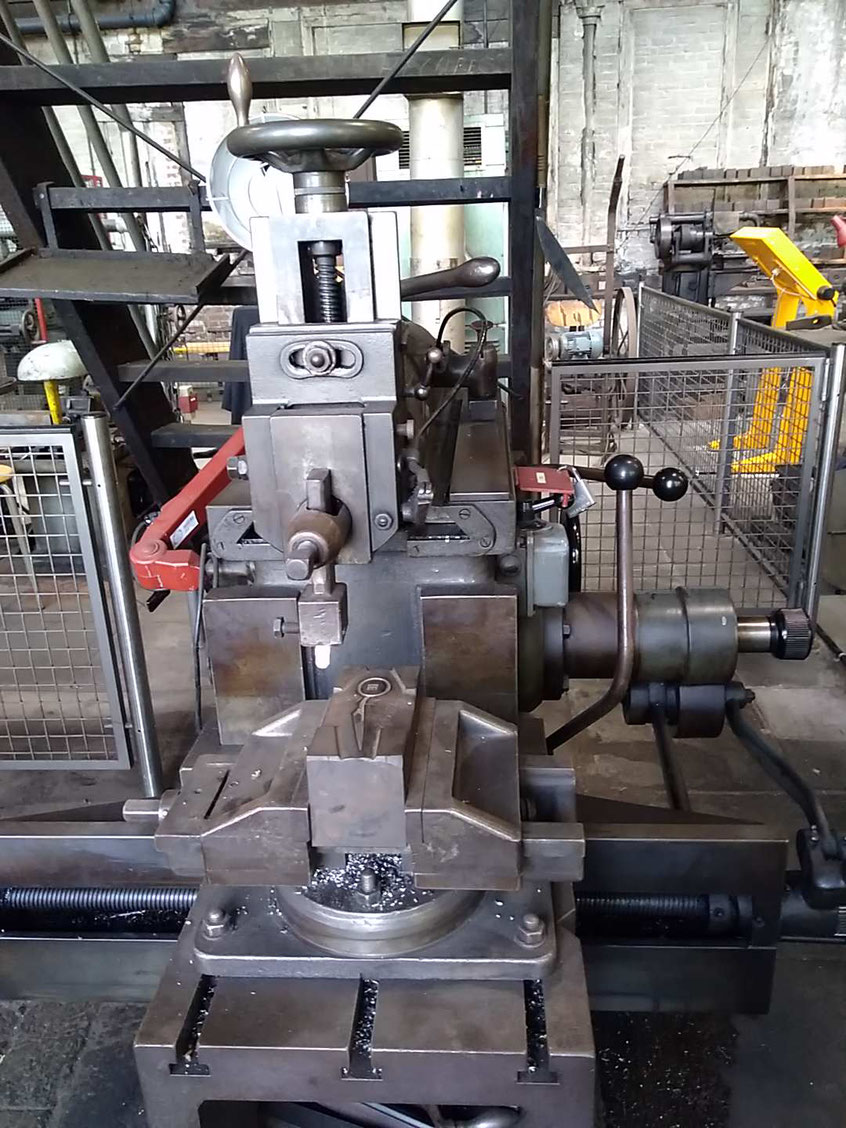
Shapingmaschinen zählen zu den wichtigsten Maschinen in der Werkzeugmacherei der Firma Hendrichs. Mit ihrer Hilfe wurden die für die Produktion von Scherenrohlingen
notwendigen Werkzeuge – Gesenke und Schnittwerkzeuge – bearbeitet. Die Hauptelemente der Maschine sind: Werkzeugschlitten (Support), der Stößel (das Werkzeug), der Werkzeugtisch, der Antrieb und die Steuerung. Ein gradlinig hin und her bewegter Werkzeugstössel hebt bei dem eingespannten, ruhendem Werkstück Metallspäne ab.
Genutzt wurde die Maschine vor allem dazu, bei einem Gesenk die Oberfläche plan zu hobeln. Es wird so viel Material abgehobelt, bis die Tiefe von Ober- und Untergesenk genau mit dem Maß der Schere übereinstimmt. Auch die schräge Fase an der Scherenform im Gesenk wird hier gehobelt. In diese Hohlräume entweicht beim Schmieden das überschüssige Metall.
Die hier gezeigte Maschine wurde um 1960 angeschafft. Eine erste Metallhobelmaschine wurde von Georg Reichenbach zwischen 1804 und 1818 entwickelt. Sie ersetzte die
mühselige Handarbeit des Feilens. Anstelle der Handfeile trat ein mechanisch geführtes Werkzeug, der Meissel. Die Fa. Hendrichs arbeitete seit der Zeit um 1900 mit Shapingmaschinen. Die meisten dieser Maschinen lieferte die Solinger Maschinenbaufirma Klopp.
Heute sind die Shapingmaschinen im Werkzeugbau längst überholt. Inzwischen übernimmt die Steuerung ein Computer, in den ein Werkzeugmacher die gewünschte Form des Gesenks eingibt. Nach diesem Programm trägt eine Senkerodiermaschine überflüssiges Material vom Gesenkblock ab; die “Erosion“ der Metallteilchen wird durch elektrische Entladungsvorgänge hervorgerufen. Die erodierten Gesenke müssen gehärtet und eventuell geringfügig mechanisch nachbearbeitet werden. Ein Werkzeugmacher bedient, programmiert und kontrolliert mehrere Maschinen gleichzeitig.
